


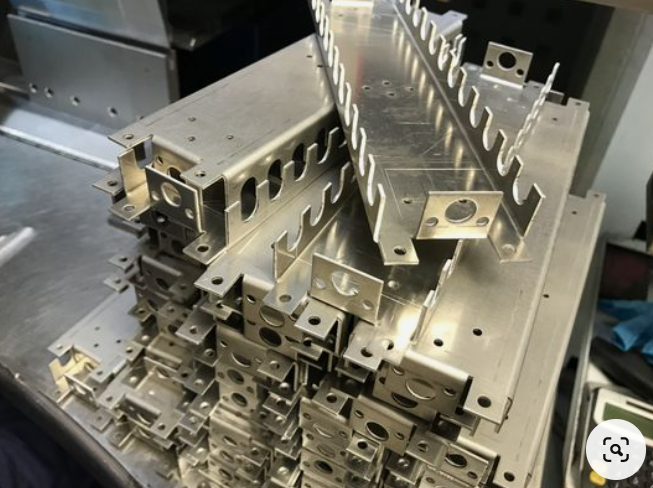
In sheet metal, all components are cut from bare metal plates, typically measuring 4x8 '. The process of cutting out the exposed shape of a component is called punching. Then, the blank can be taken out and bent or formed in subsequent stages. There are many methods for cutting blanks, including water knives, shear machines, plasma cutting machines, and so on. However, the most common ones are laser cutting machines and CNC turret punches.
Laser cutting machines use very high power lasers to cut shapes in metal, providing a fast and easy way to create complex incisions. However, the heat generated during this cutting process may be a significant obstacle. Coating materials (such as paint and galvanized materials) are difficult to cut by laser because they produce toxic gases during cutting. The generated heat will also form a Heat-affected zone (HAZ) around the edge, making welding of some materials more difficult.
There are two main methods of manufacturing sheet metal parts: bending or stamping. Both involve taking a flat piece of thin metal and shaping it into its final shape, but their manufacturing process is vastly different. During the stamping process, the metal plate is inserted into a large press to press the metal in a series of forms.
Sheet metal processing can be divided into two categories: bending and stamping. When you think of sheet metal, you may think of bending - it adds flanges to the edges of sheet metal parts. These are usually created in a bending machine, which is a large vertical press that can directly apply pressure to the bending line, causing the material to bend around that point.
Using specialized tools such as hems, goosenecks, or window sash tools can achieve tight composite bending that is impossible to achieve. Pressing or forming is similar to small-scale stamping. Place the upper and lower molds in the bending machine, which applies a large amount of pressure to form this form in the metal. Common forms include runway type and blinds; However, this method can be used to create a large number of shapes. Like stamping, the limitation here is the tool.
For small-scale production operations, customized tools may be very expensive, so it is important for OREA Engineering to discuss their inventory tools with their manufacturing department before delving into the design process.
When using metal plates to manufacture structures, fasteners are required to complete the assembly or allow for the installation of components. These fasteners can be pre installed using metal plate inserts. This can save assembly time and reduce the number of components in the assembly BOM.
The insert can be fixed before or after molding, depending on the geometry of the component and operator access. The most common type of insert is PEM insert or self pressing insert. These inserts have a special head design (when pressed into the correct sized hole), which allows the material to flow into the specially designed ribs on the insert. The plug-in is locked in place to resist torque and a certain degree of pulling out. PEM plugins come in the form of nuts, studs, pins, brackets, and straps for installation, allowing for design freedom. If you are not aware, OREA Engineering is a loyal advocate of PEM inserts and their higher efficiency. However, the PEM plugin is not the only option. You can obtain Rivnuts, which can be installed in almost any through-hole, or you can obtain welded nuts/studs.
Technology Assessment
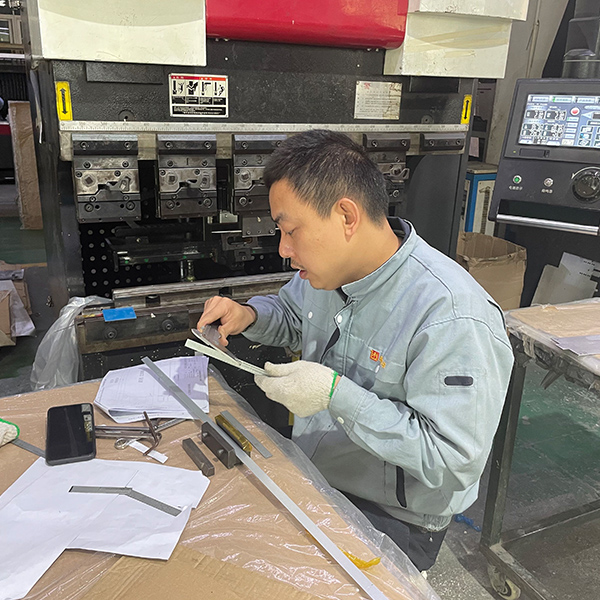
OREA Engineering Process engineer evaluates the process according to the design requirements of the structural engineer and generates process documents. Inadequate communication will directly affect the production efficiency and yield of the mass production stage...
Mould / Fixture
Sheet metal forming processing CNC bending, must be used to assist the mold. Considering the limited capital investment of the customers in the small batch stage, we often adopt the simple mold process with low cost to achieve the goal, import the mass production before starting the formal mold...
FULL SUPPLY CHAIN
SOLUTION from
DESIGN to PRODUCTION
CONTACT US
+86 18600523371